Welcome to our applications page! Here, you will find a collection of automation use cases and machine vision case studies from industries including automotive, pharmaceutical, food and beverage, logistics, packaging, and others.
Our goal is to showcase how different products and lighting techniques are used and help you solve common challenges that arise in these industries. Find out how industrial automation can help to improve your own operations and discover innovative solutions from code reading to pick and place, deep learning to robot-guided vision.
APPLICATIONS
Welcome to our applications page! Here, you will find a collection of automation use cases and machine vision case studies from industries including automotive, pharmaceutical, food and beverage, logistics, packaging, and others.
Our goal is to showcase how different products and lighting techniques are used and help you solve common challenges that arise in these industries. Find out how industrial automation can help to improve your own operations and discover innovative solutions from code reading to pick and place, deep learning to robot-guided vision.
In the logistics sector, production and sorting systems operate at high speed, often for 24 hours a day, to process thousands of packages. To maintain efficiency and accuracy, automated systems…
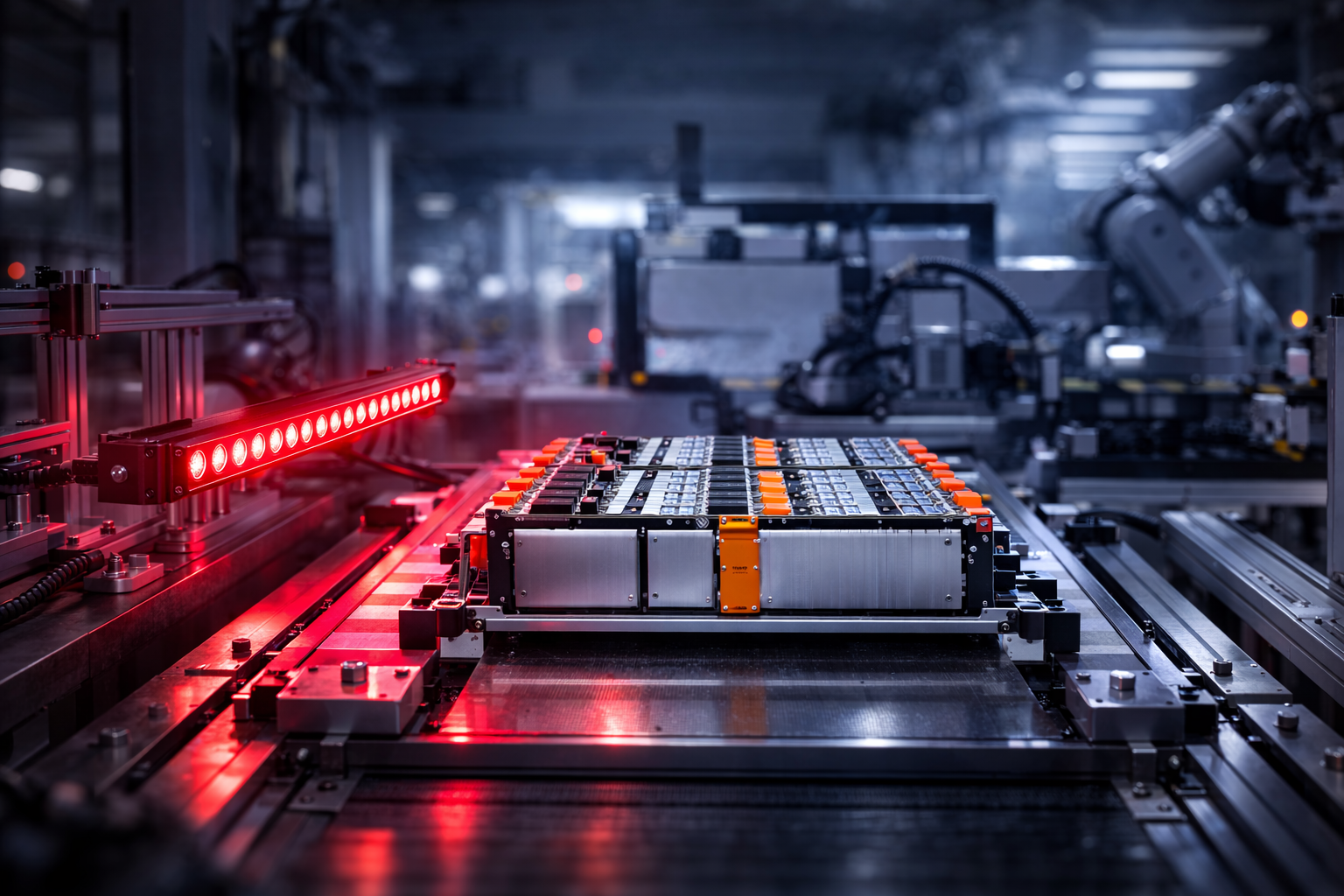
With the rapid acceleration of the Electric Vehicle (EV) industry, the production of lithium-ion batteries (LIBs) is growing rapidly. Maintaining high quality is critical for safety, performance, and reliability. Machine…
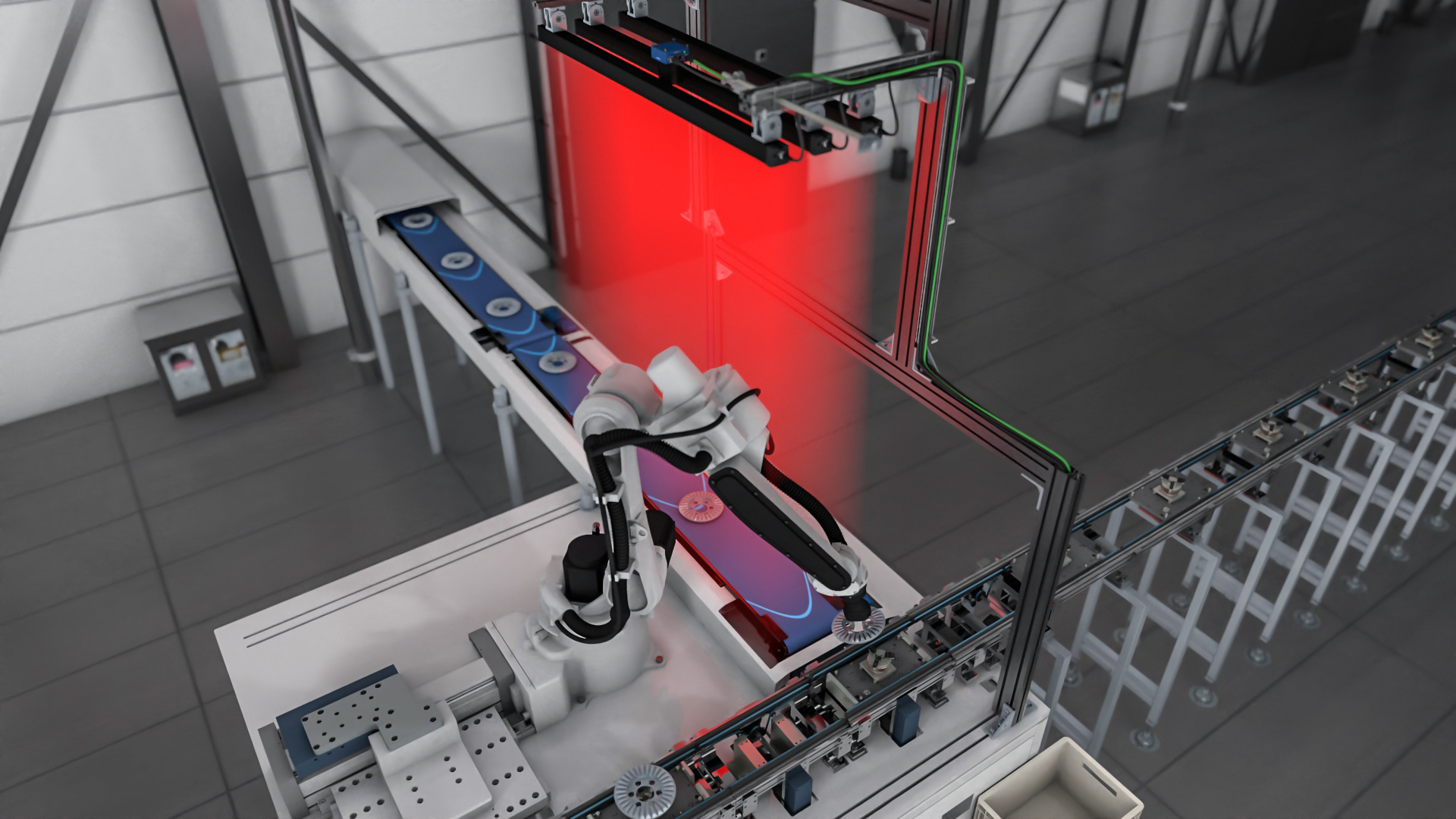
Robot arms are regularly used in gear manufacturing, particularly in pick and place automation tasks. To help optimise performance, reliable lighting is essential to ensure the robotic vision system can…
During the installation of car seats in the automotive sector, machine vision systems are used to inspect mounting holes in the car seat frames to ensure they have the required…
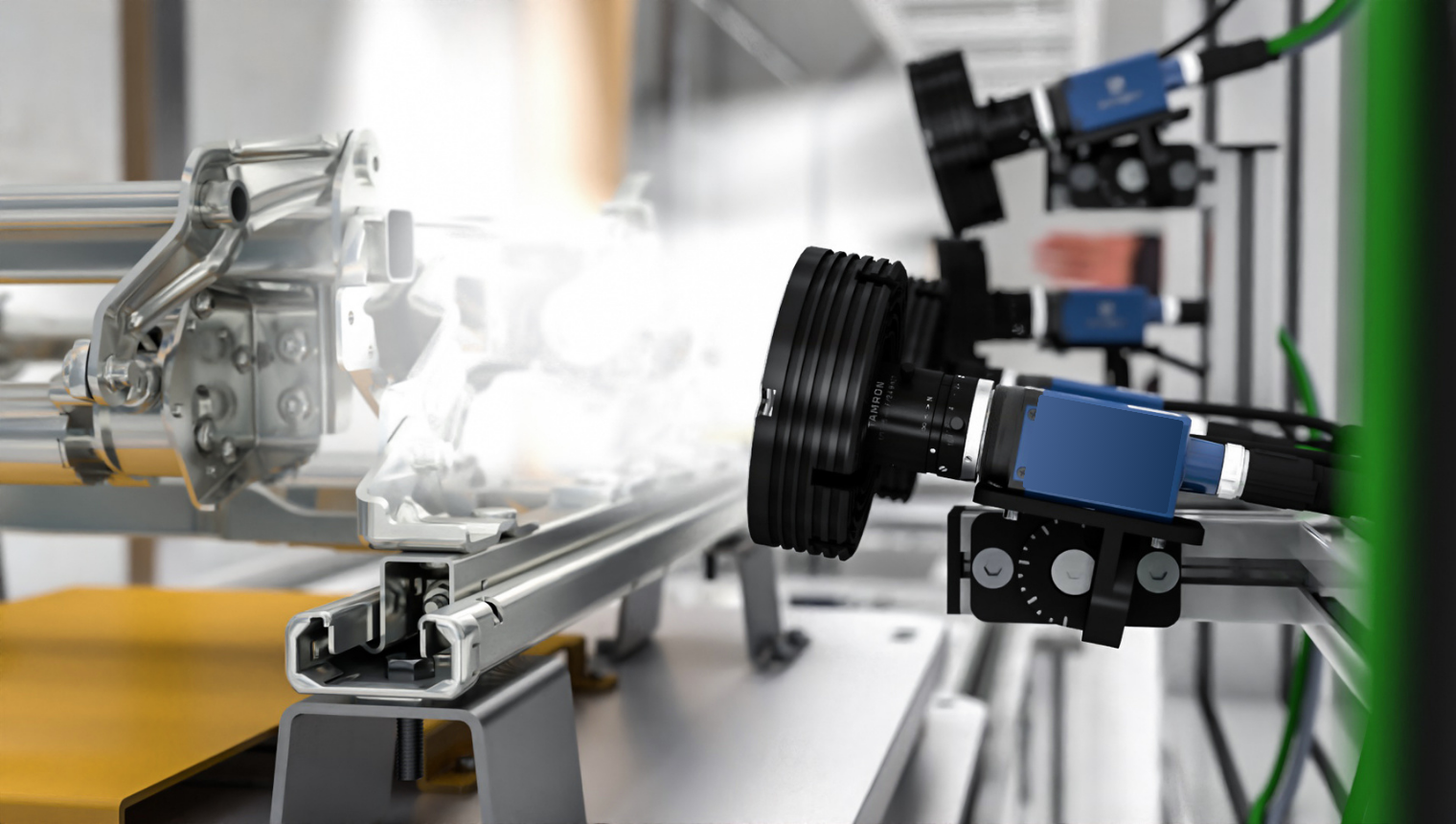
In the automotive engine manufacturing sector, ensuring reliable quality control at the end of the production line is essential to prevent defective engines from being shipped. To achieve this, a…
Previous Next In the automotive industry, unique high temperature seals are used in hydrogen fuel cells to guarantee efficiency and safety. For optimal performance, these seals must be thoroughly inspected…
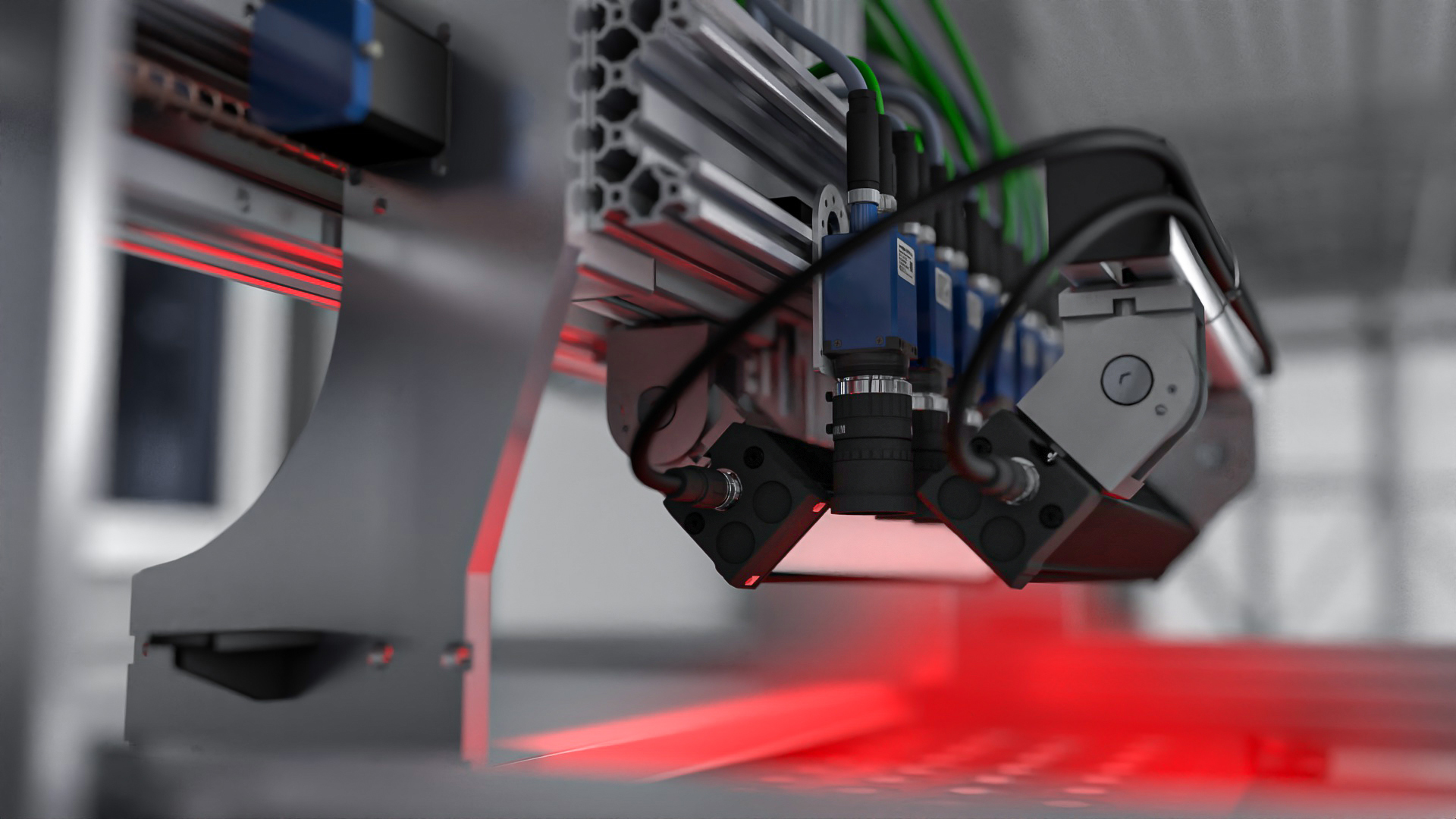
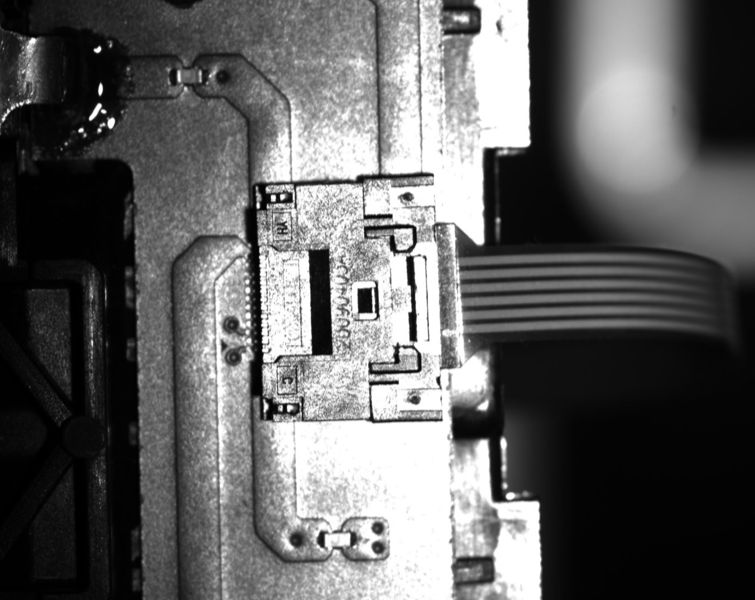
In the automotive industry, accuracy, speed, and efficiency are essential for machine vision applications. Compact lighting solutions offer the ultimate level of performance especially when inspecting complex components like electrical…
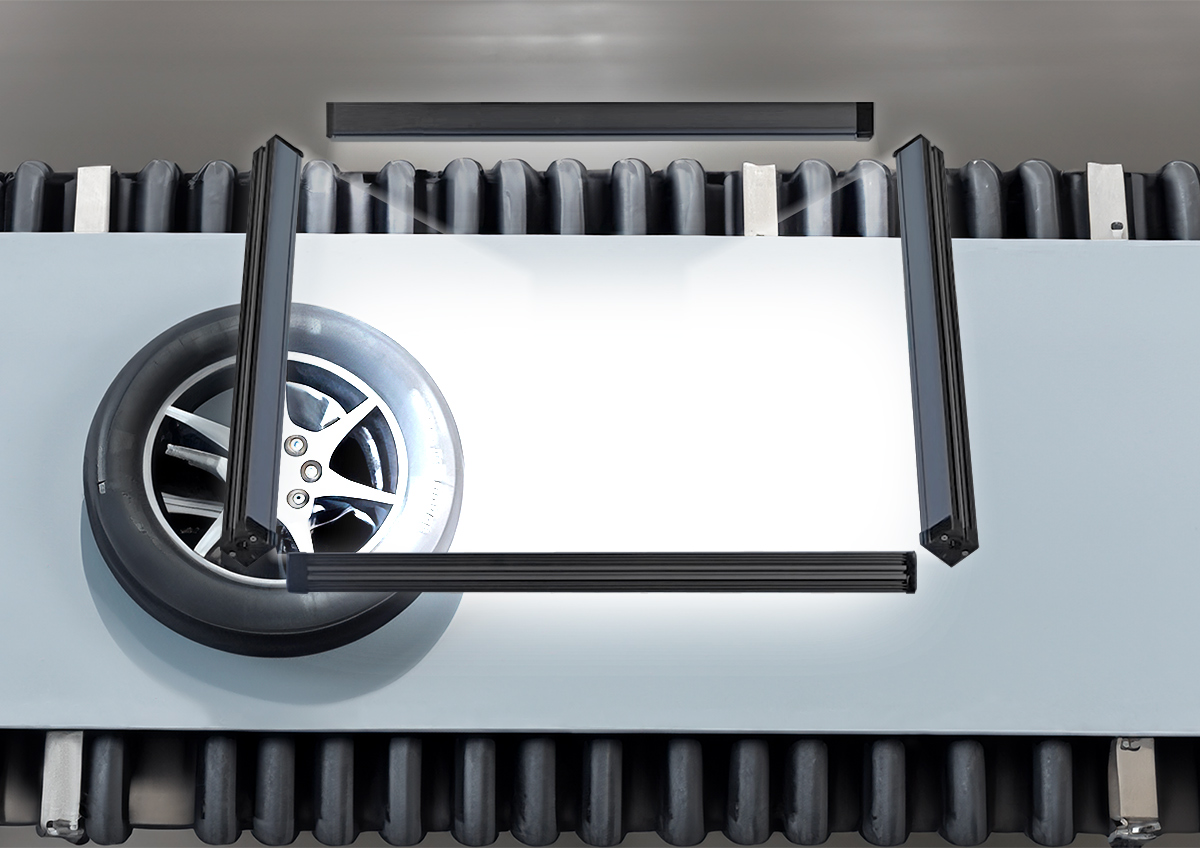
In the automotive industry, automated tyre inspection ensures compliance with safety standards and prevents defects. Enabling accurate and fast defect detection, this vision system inspects hundreds of tyres per hour…
To boost productivity and efficiency, a robot-guided vision system is used for verifying mounting elements, delivering speed and accuracy beyond human capability. This is achieved by equipping a collaborative robot…
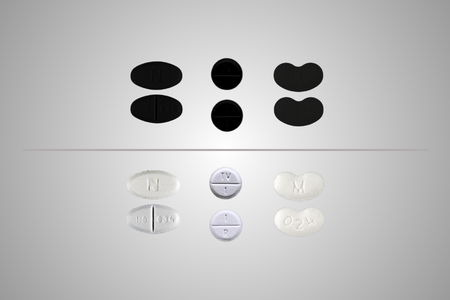
This pharmaceutical pill inspection application uses the Black & Light (Bn'L) illumination as part of the vision system to enhance the manufacturing process. The dual-feature inspection ensures comprehensive quality assurance…
Food manufacturers are responsible for ensuring that the best before or use-by date labels are correctly applied to every single product. Use-by dates are used to ensure the safety of…
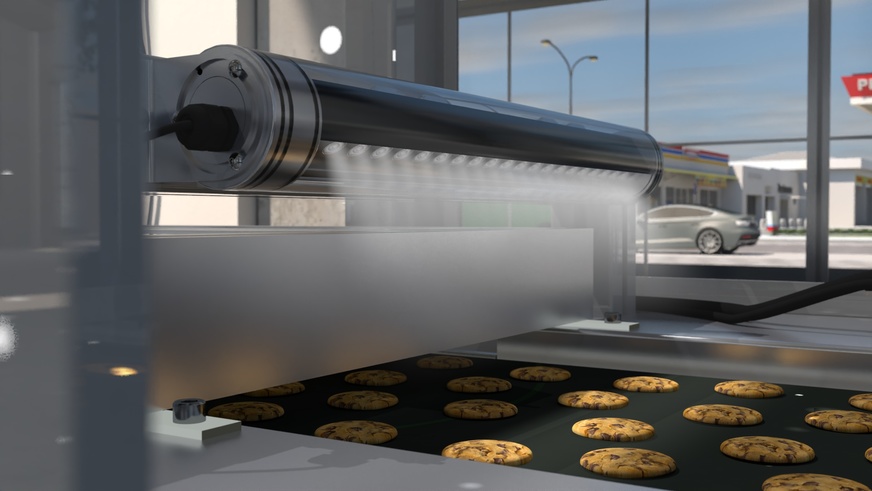
Previous Next Similar to how many products in the food and beverages industry are packed, in this application, the freshly baked cookies are transported to the next stage on a…