Welcome to our applications page. Here, you will find a collection of automation use cases and machine vision case studies from industries including automotive, pharmaceutical, food and beverage, logistics, packaging, and others.
Our goal is to showcase how different products and lighting techniques are used and help you solve common challenges that arise in these industries. Find out how industrial automation can help to improve your own operations and discover innovative solutions from code reading to pick and place, deep learning to robot-guided vision.
APPLICATIONS
Welcome to our applications page. Here, you will find a collection of automation use cases and machine vision case studies from industries including automotive, pharmaceutical, food and beverage, logistics, packaging, and others.
Our goal is to showcase how different products and lighting techniques are used and help you solve common challenges that arise in these industries. Find out how industrial automation can help to improve your own operations and discover innovative solutions from code reading to pick and place, deep learning to robot-guided vision.
In this automated depalletisation application, a robot identifies and grips stacked crates using dedicated grip holes. A machine vision system is used to accurately detect these holes, with lighting playing…
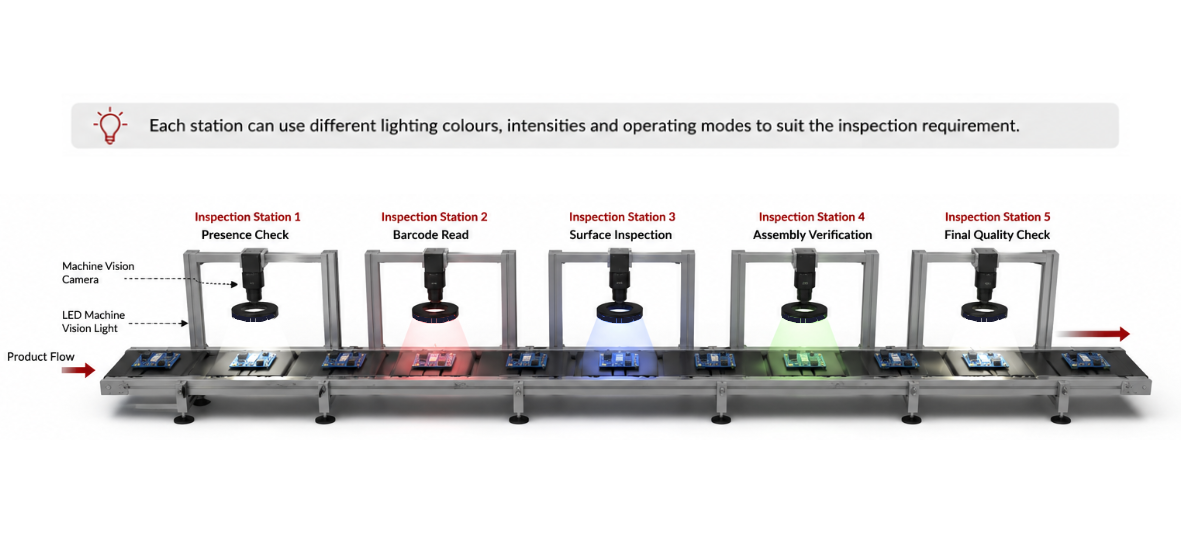
High-speed inspection environments rely on precise and adaptable illumination to maintain consistent image quality across varying product types and production conditions. As inspection systems scale across multiple stations, lighting control…
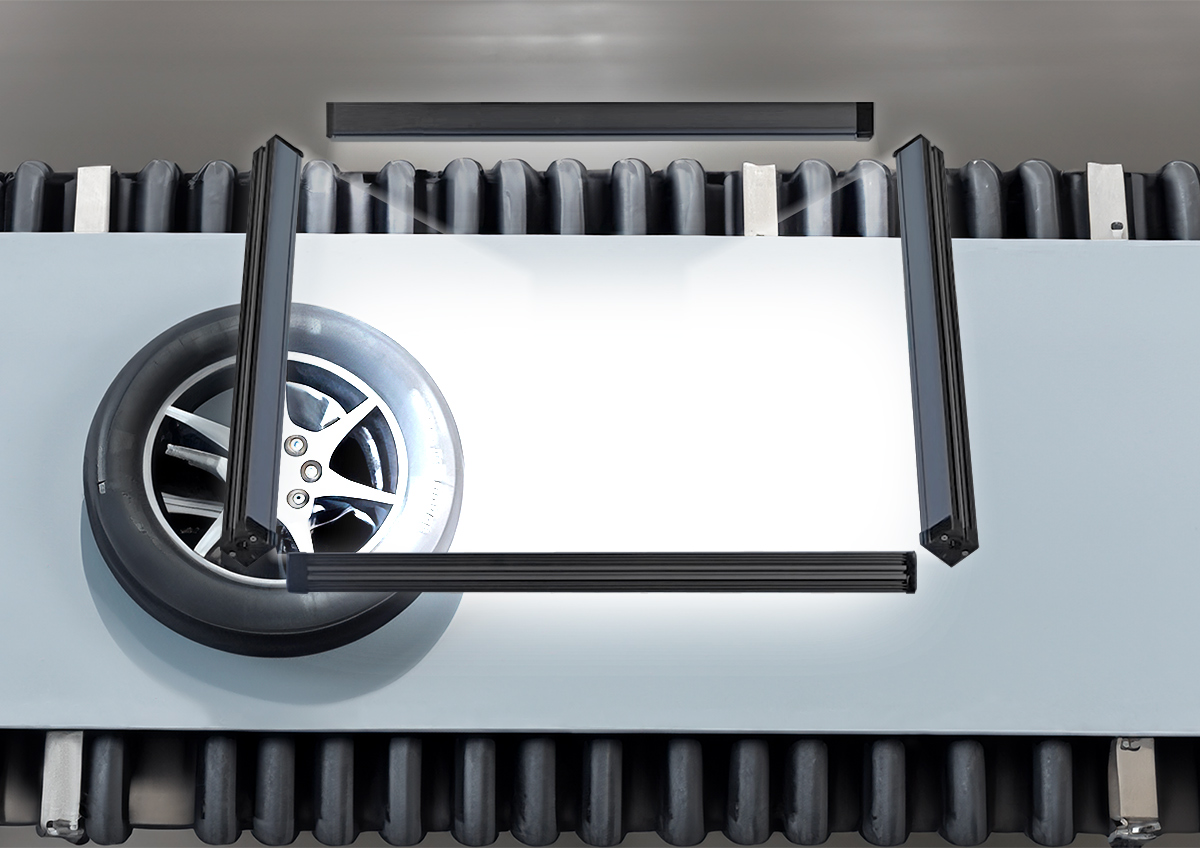
Accurate tire inspection starts with exceptional illumination. In high-throughput automotive service and manufacturing environments, TPL Vision's High Power Strobe Bar Light (HPS) enables fast, fully automated tire analysis, without physical…
LOGISTICS is a dynamic and fast-paced sector where multiple systems operate simultaneously at high speeds to keep items moving smoothly through each stage. To maintain efficiency, these systems must be…
DOCK DOOR INSPECTION is transforming the logistics and warehouse automation industry, helping high-throughput distribution centres handle packages efficiently and with minimal errors. What is a Dock Door Inspection Vision System?…
What is the difference between a Scan Tunnel and Stationary Vision System? Scan tunnels are designed for high-speed inspection of moving items, while stationary vision systems inspect objects in fixed…
In the logistics sector, production and sorting systems operate at high speed, often for 24 hours a day, to process thousands of packages. To maintain efficiency and accuracy, automated systems…
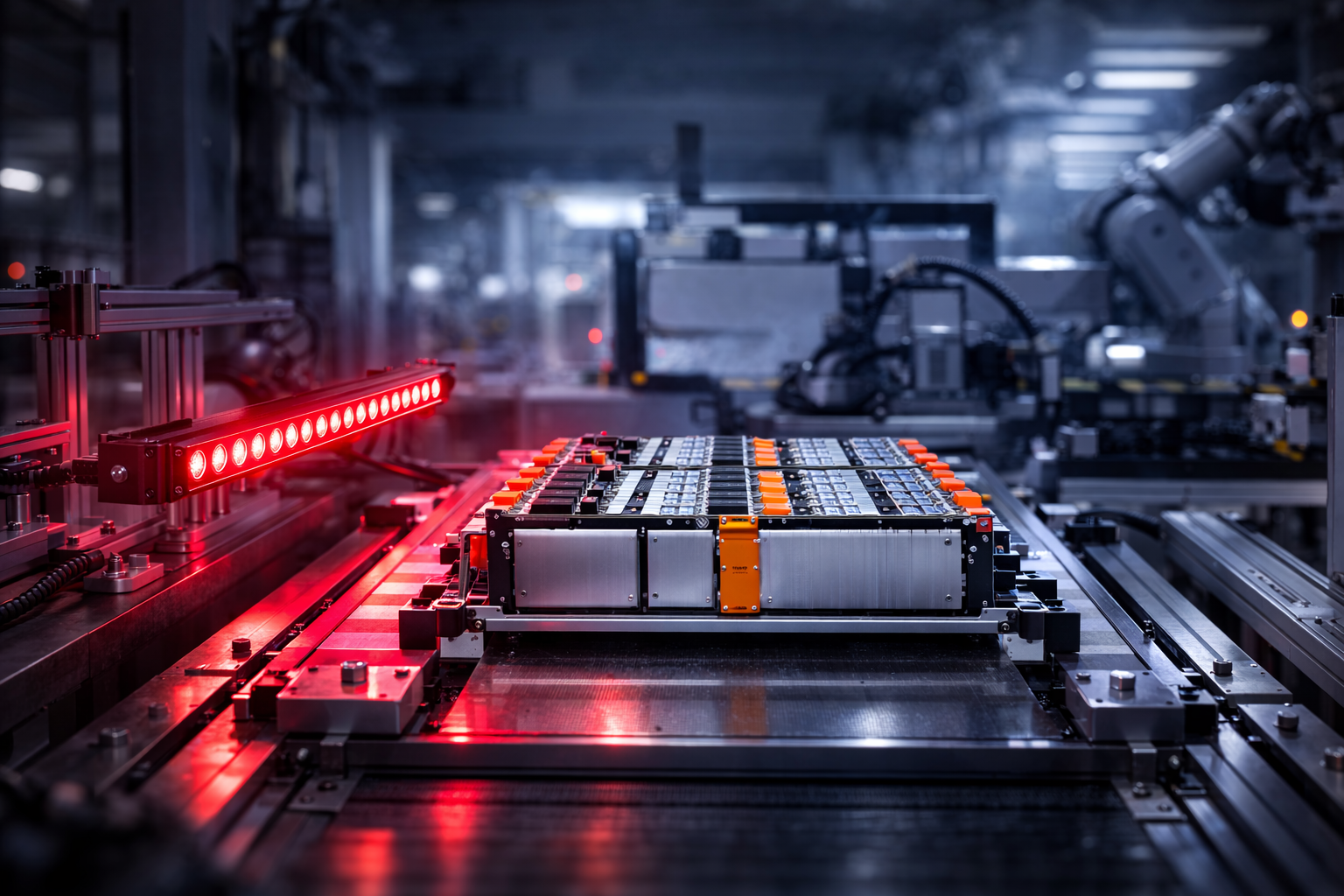
With the rapid acceleration of the Electric Vehicle (EV) industry, the production of lithium-ion batteries (LIBs) is growing rapidly. Maintaining high quality is critical for safety, performance, and reliability. Machine…
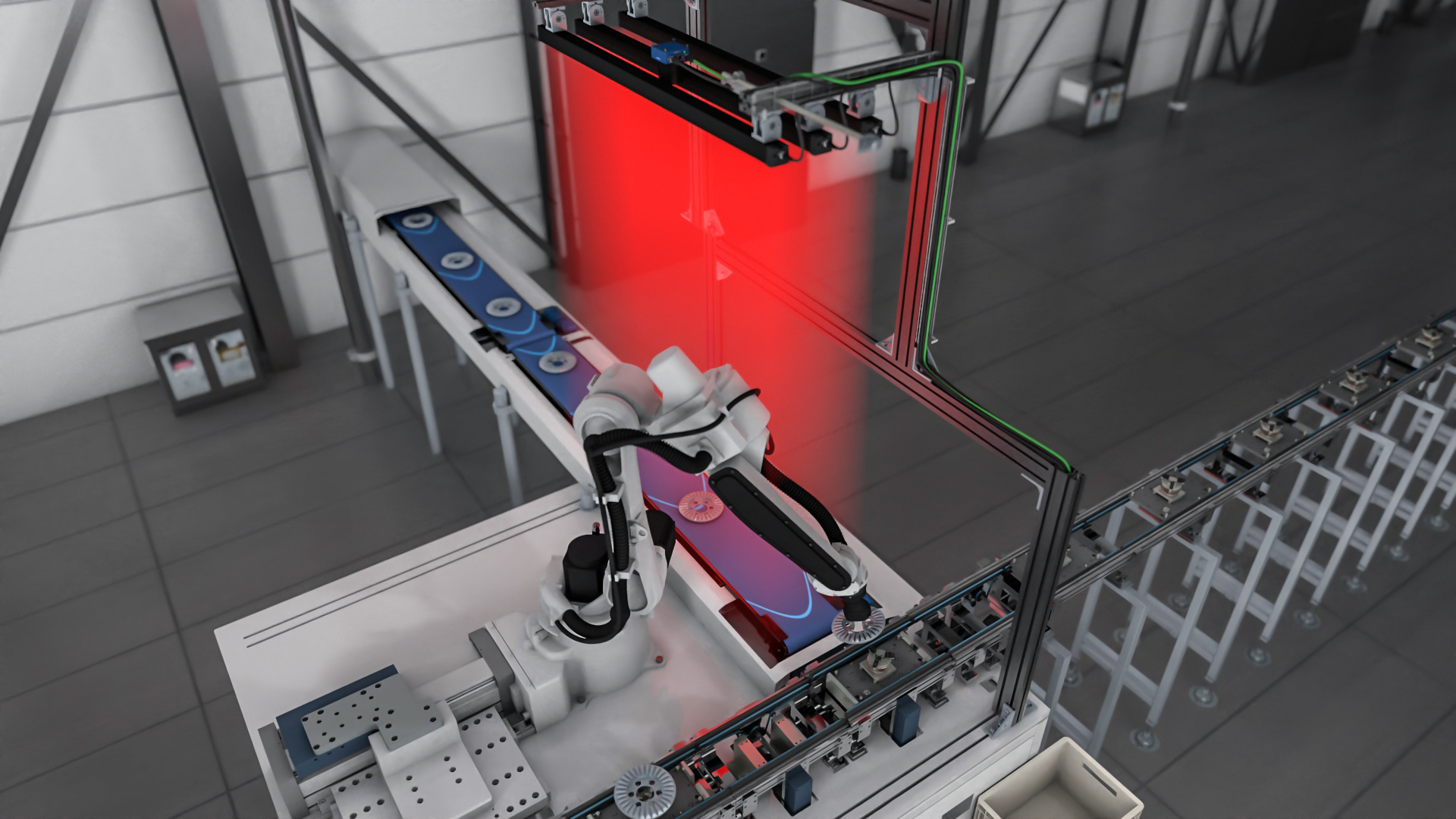
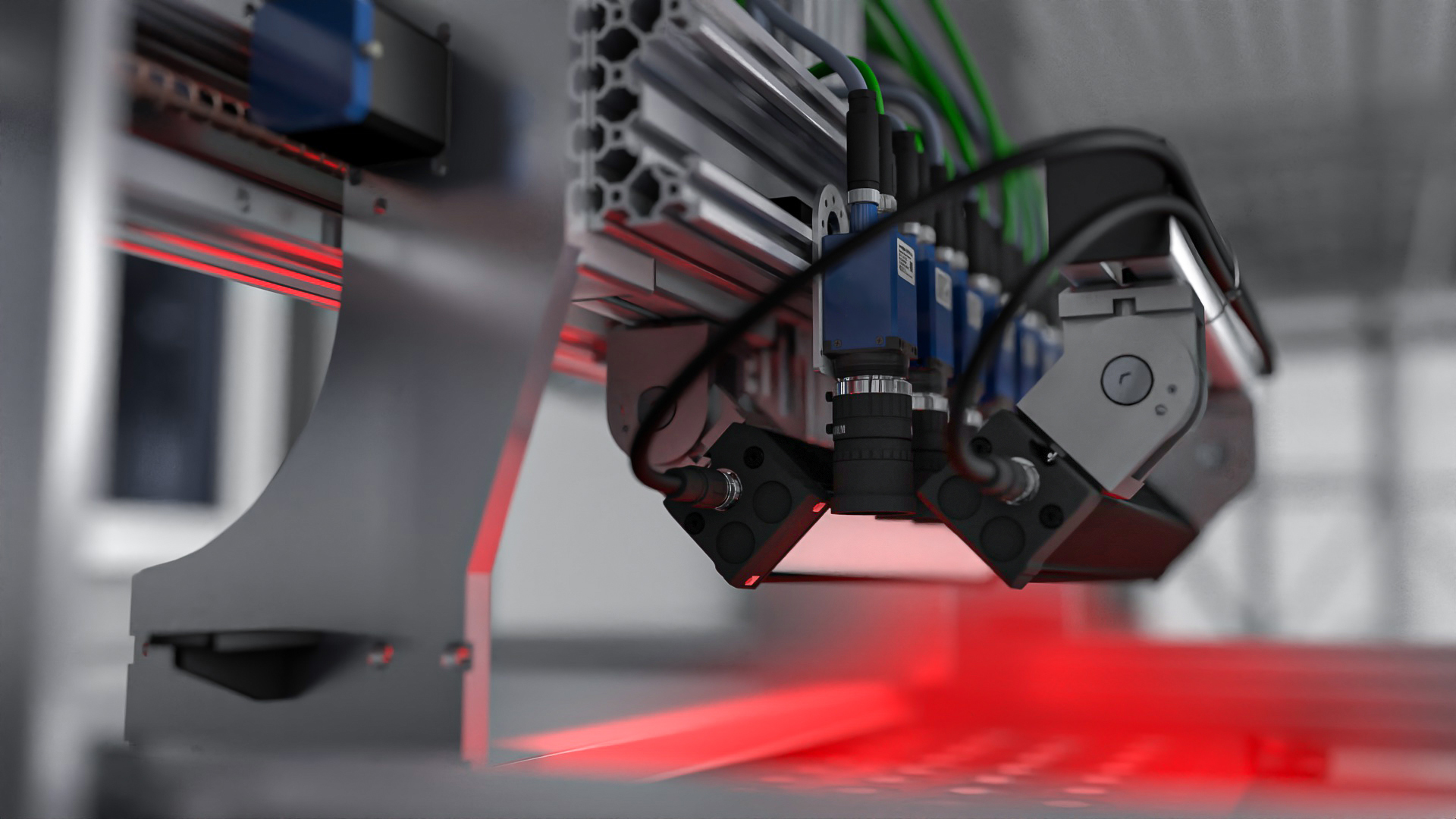
Robot arms are regularly used in gear manufacturing, particularly in pick and place automation tasks. To help optimise performance, reliable lighting is essential to ensure the robotic vision system can…
During the installation of car seats in the automotive sector, machine vision systems are used to inspect mounting holes in the car seat frames to ensure they have the required…
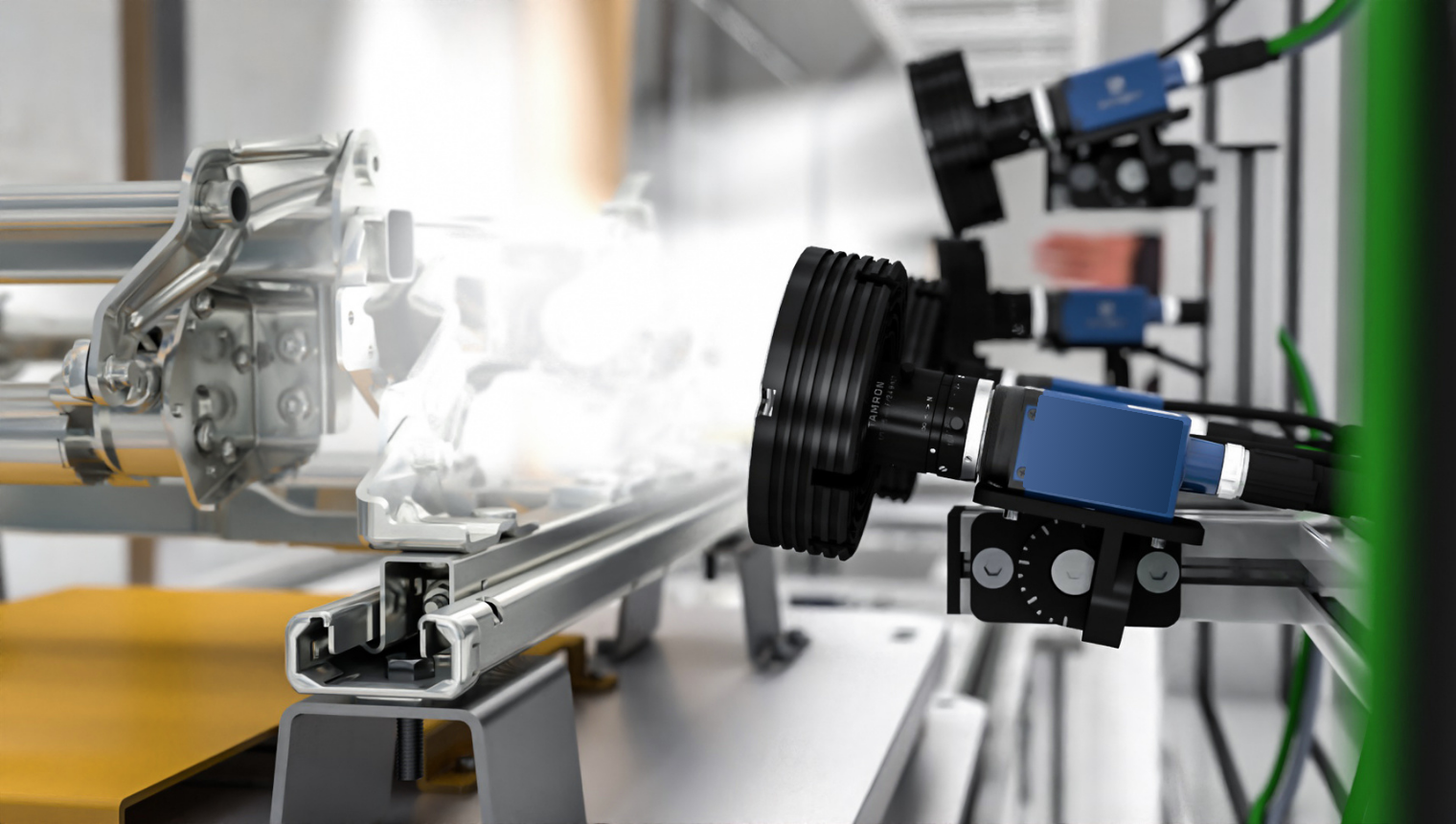
In the automotive engine manufacturing sector, ensuring reliable quality control at the end of the production line is essential to prevent defective engines from being shipped.To achieve this, a fully…
In the automotive industry, unique high temperature seals are used in hydrogen fuel cells to guarantee efficiency and safety. For optimal performance, these seals must be thoroughly inspected for dimensional…
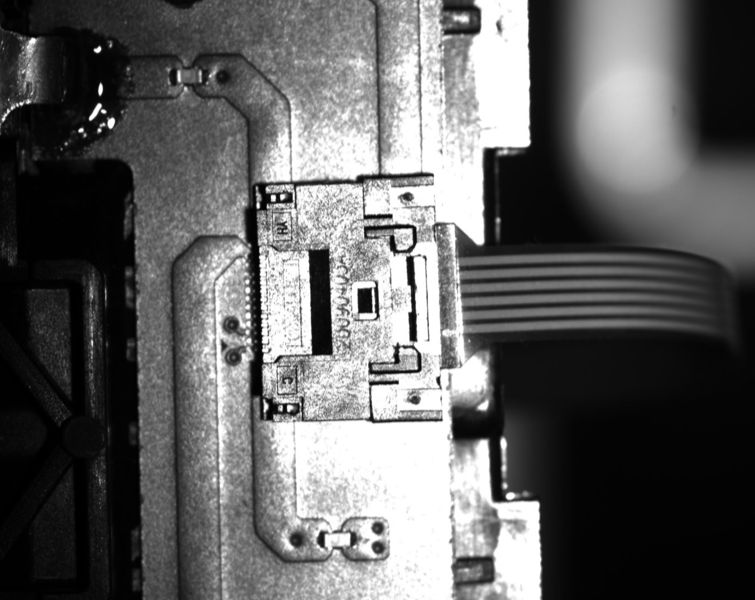
In the automotive industry, accuracy, speed, and efficiency are essential for machine vision applications. Compact lighting solutions offer the ultimate level of performance especially when inspecting complex components like electrical…
In the automotive industry, automated tyre inspection ensures compliance with safety standards and prevents defects. Enabling accurate and fast defect detection, this vision system inspects hundreds of tyres per hour to…
To boost productivity and efficiency, a robot-guided vision system is used for verifying mounting elements, delivering speed and accuracy beyond human capability. This is achieved by equipping a collaborative robot…
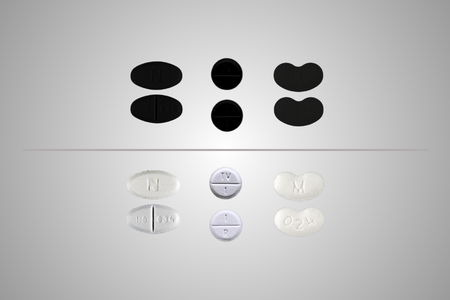
This pharmaceutical pill inspection application uses the Black & Light (Bn'L) illumination as part of the vision system to enhance the manufacturing process. The dual-feature inspection ensures comprehensive quality assurance…
Food manufacturers are responsible for ensuring that the best before or use-by date labels are correctly applied to every single product. Use-by dates are used to ensure the safety of…
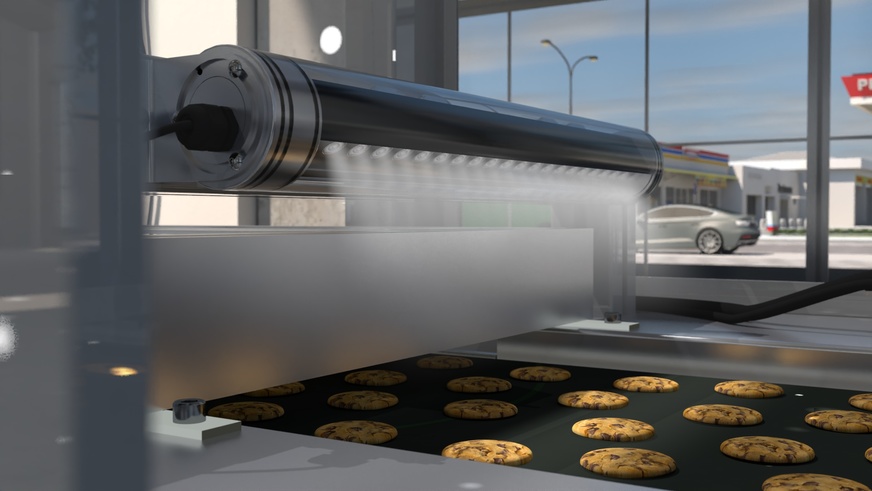
Previous Next Similar to how many products in the food and beverages industry are packed, in this application, the freshly baked cookies are transported to the next stage on a…
A key stage of the car assembly process, the verification of component presence/positioning and quality control is carried out using a camera-based vision system. The addition of powerful diffuse bar…
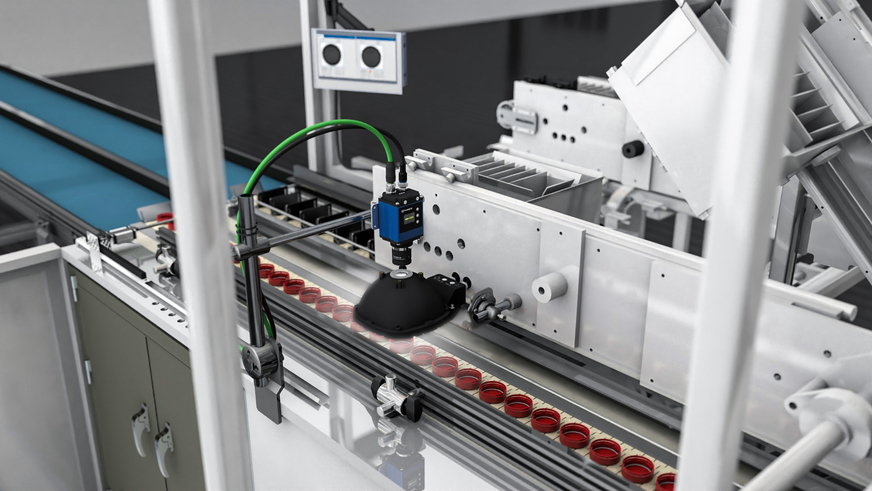
Plastic caps for beverage bottles must be inspected for injection molding defects inside before use. A smart camera and a dome light with hole aperture adaptors are installed above the…
A crucial stage of the tool inspection process, looking for signs of contaminationAnother stage of inspection using bar lighting to maintain a high specificationThe high-brightness lighting helps with the inspection…
Previous Next In the course of key manufacturing, pre-made blanks require separation, followed by a robot-assisted pickup ensuring their accurate placement for the next step of the process. Within this…
Prior to scanning parcels in intralogistics, it is important to check that barcodes have been applied correctly and are facing the right way for processing. This system inspects the bottom…
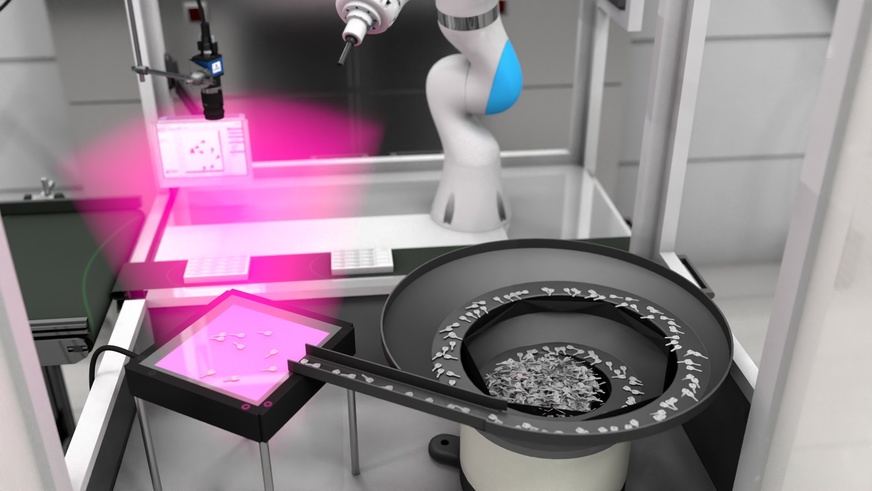
Founded in 1979, Labman Automation (United Kingdom, https://www.labmanautomation.com) produces world-leading customer laboratory automation and products. Labman contacted TPL Vision for assistance as they needed a high brightness illumination for their…
Acrovision (United Kingdom, https://acrovision.co.uk) has successfully implemented a Deep Learning inspection system to enhance inspection performance at Toyota Motor Manufacturing UK LTD. Using various TPL Vision illuminations, the automated system…
Using TPL Vision's powerful long bar lights, Spectrum Technology (Sweden, https://spectrum.dev/) have upgraded a vision-guided robot system to achieve increased accuracy. The application in the automotive industry includes a robot picking…
Previous Next TPL Vision’s illuminations are used in vehicle inspection systems designed by the CAR Consulting Group (https://carconsulting.com, https://www.carpodx.com/). The carpodX inspection system can examine the entire exterior of a…
ProSpection Solutions (https://prospectionsolutions.com) are a manufacturer of inspection systems for the food industry based in the US. Their high-speed Foreign Material Detection and Removal System designed specifically for washdown environments…
TPL Vision has worked with MV Center (Poland, https://www.mv-center.com) on a line scan application dedicated to inspecting TV components for one of the largest manufacturers in Poland.MV Center provides the design, construction,…
Previous Next Large logistics centres use 1D and 2D codes to identify cardboard packaging, whereby high contrast is essential for reliable code reading.Codes require even illumination at all times, regardless…
Previous Next Product traceability systems are an essential part of the food and beverage manufacturing sector. The presence of best before dates on PET bottles must be consistently checked to…
Accurate tire inspection starts with exceptional illumination. In high-throughput automotive service and manufacturing environments, TPL Vision's High Power Strobe Bar Light (HPS) enables fast, fully automated tire analysis, without physical…
With the rapid acceleration of the Electric Vehicle (EV) industry, the production of lithium-ion batteries (LIBs) is growing rapidly. Maintaining high quality is critical for safety, performance, and reliability. Machine…
Robot arms are regularly used in gear manufacturing, particularly in pick and place automation tasks. To help optimise performance, reliable lighting is essential to ensure the robotic vision system can…
During the installation of car seats in the automotive sector, machine vision systems are used to inspect mounting holes in the car seat frames to ensure they have the required…
In the automotive engine manufacturing sector, ensuring reliable quality control at the end of the production line is essential to prevent defective engines from being shipped.To achieve this, a fully…
In the automotive industry, unique high temperature seals are used in hydrogen fuel cells to guarantee efficiency and safety. For optimal performance, these seals must be thoroughly inspected for dimensional…
In the automotive industry, accuracy, speed, and efficiency are essential for machine vision applications. Compact lighting solutions offer the ultimate level of performance especially when inspecting complex components like electrical…
In the automotive industry, automated tyre inspection ensures compliance with safety standards and prevents defects. Enabling accurate and fast defect detection, this vision system inspects hundreds of tyres per hour to…
To boost productivity and efficiency, a robot-guided vision system is used for verifying mounting elements, delivering speed and accuracy beyond human capability. This is achieved by equipping a collaborative robot…
A key stage of the car assembly process, the verification of component presence/positioning and quality control is carried out using a camera-based vision system. The addition of powerful diffuse bar…
Previous Next In the course of key manufacturing, pre-made blanks require separation, followed by a robot-assisted pickup ensuring their accurate placement for the next step of the process. Within this…
Acrovision (United Kingdom, https://acrovision.co.uk) has successfully implemented a Deep Learning inspection system to enhance inspection performance at Toyota Motor Manufacturing UK LTD. Using various TPL Vision illuminations, the automated system…
Using TPL Vision's powerful long bar lights, Spectrum Technology (Sweden, https://spectrum.dev/) have upgraded a vision-guided robot system to achieve increased accuracy. The application in the automotive industry includes a robot picking…
Previous Next TPL Vision’s illuminations are used in vehicle inspection systems designed by the CAR Consulting Group (https://carconsulting.com, https://www.carpodx.com/). The carpodX inspection system can examine the entire exterior of a…
Food manufacturers are responsible for ensuring that the best before or use-by date labels are correctly applied to every single product. Use-by dates are used to ensure the safety of…
Previous Next Similar to how many products in the food and beverages industry are packed, in this application, the freshly baked cookies are transported to the next stage on a…
Plastic caps for beverage bottles must be inspected for injection molding defects inside before use. A smart camera and a dome light with hole aperture adaptors are installed above the…
ProSpection Solutions (https://prospectionsolutions.com) are a manufacturer of inspection systems for the food industry based in the US. Their high-speed Foreign Material Detection and Removal System designed specifically for washdown environments…
Previous Next Product traceability systems are an essential part of the food and beverage manufacturing sector. The presence of best before dates on PET bottles must be consistently checked to…
What is the difference between a Scan Tunnel and Stationary Vision System? Scan tunnels are designed for high-speed inspection of moving items, while stationary vision systems inspect objects in fixed…
This pharmaceutical pill inspection application uses the Black & Light (Bn'L) illumination as part of the vision system to enhance the manufacturing process. The dual-feature inspection ensures comprehensive quality assurance…
A crucial stage of the tool inspection process, looking for signs of contaminationAnother stage of inspection using bar lighting to maintain a high specificationThe high-brightness lighting helps with the inspection…
Founded in 1979, Labman Automation (United Kingdom, https://www.labmanautomation.com) produces world-leading customer laboratory automation and products. Labman contacted TPL Vision for assistance as they needed a high brightness illumination for their…
In this automated depalletisation application, a robot identifies and grips stacked crates using dedicated grip holes. A machine vision system is used to accurately detect these holes, with lighting playing…
High-speed inspection environments rely on precise and adaptable illumination to maintain consistent image quality across varying product types and production conditions. As inspection systems scale across multiple stations, lighting control…
LOGISTICS is a dynamic and fast-paced sector where multiple systems operate simultaneously at high speeds to keep items moving smoothly through each stage. To maintain efficiency, these systems must be…
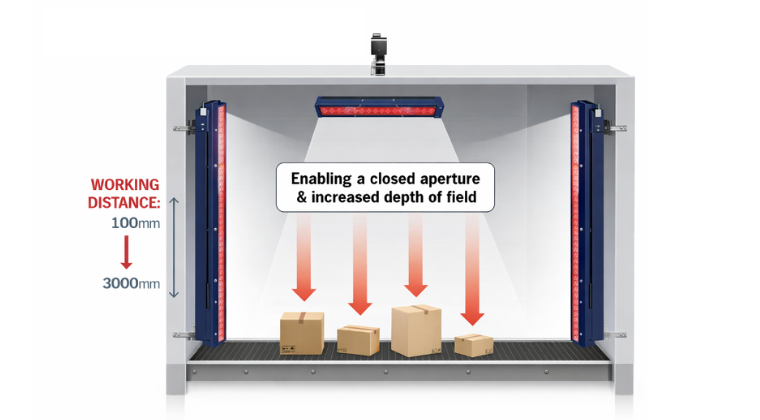
DOCK DOOR INSPECTION is transforming the logistics and warehouse automation industry, helping high-throughput distribution centres handle packages efficiently and with minimal errors. What is a Dock Door Inspection Vision System?…
What is the difference between a Scan Tunnel and Stationary Vision System? Scan tunnels are designed for high-speed inspection of moving items, while stationary vision systems inspect objects in fixed…
In the logistics sector, production and sorting systems operate at high speed, often for 24 hours a day, to process thousands of packages. To maintain efficiency and accuracy, automated systems…
Prior to scanning parcels in intralogistics, it is important to check that barcodes have been applied correctly and are facing the right way for processing. This system inspects the bottom…
Previous Next Large logistics centres use 1D and 2D codes to identify cardboard packaging, whereby high contrast is essential for reliable code reading.Codes require even illumination at all times, regardless…
With the rapid acceleration of the Electric Vehicle (EV) industry, the production of lithium-ion batteries (LIBs) is growing rapidly. Maintaining high quality is critical for safety, performance, and reliability. Machine…
TPL Vision has worked with MV Center (Poland, https://www.mv-center.com) on a line scan application dedicated to inspecting TV components for one of the largest manufacturers in Poland.MV Center provides the design, construction,…
In this automated depalletisation application, a robot identifies and grips stacked crates using dedicated grip holes. A machine vision system is used to accurately detect these holes, with lighting playing…
High-speed inspection environments rely on precise and adaptable illumination to maintain consistent image quality across varying product types and production conditions. As inspection systems scale across multiple stations, lighting control…
Accurate tire inspection starts with exceptional illumination. In high-throughput automotive service and manufacturing environments, TPL Vision's High Power Strobe Bar Light (HPS) enables fast, fully automated tire analysis, without physical…
LOGISTICS is a dynamic and fast-paced sector where multiple systems operate simultaneously at high speeds to keep items moving smoothly through each stage. To maintain efficiency, these systems must be…
DOCK DOOR INSPECTION is transforming the logistics and warehouse automation industry, helping high-throughput distribution centres handle packages efficiently and with minimal errors. What is a Dock Door Inspection Vision System?…
What is the difference between a Scan Tunnel and Stationary Vision System? Scan tunnels are designed for high-speed inspection of moving items, while stationary vision systems inspect objects in fixed…
In the logistics sector, production and sorting systems operate at high speed, often for 24 hours a day, to process thousands of packages. To maintain efficiency and accuracy, automated systems…
With the rapid acceleration of the Electric Vehicle (EV) industry, the production of lithium-ion batteries (LIBs) is growing rapidly. Maintaining high quality is critical for safety, performance, and reliability. Machine…
Robot arms are regularly used in gear manufacturing, particularly in pick and place automation tasks. To help optimise performance, reliable lighting is essential to ensure the robotic vision system can…
During the installation of car seats in the automotive sector, machine vision systems are used to inspect mounting holes in the car seat frames to ensure they have the required…
In the automotive engine manufacturing sector, ensuring reliable quality control at the end of the production line is essential to prevent defective engines from being shipped.To achieve this, a fully…
In the automotive industry, unique high temperature seals are used in hydrogen fuel cells to guarantee efficiency and safety. For optimal performance, these seals must be thoroughly inspected for dimensional…
In the automotive industry, accuracy, speed, and efficiency are essential for machine vision applications. Compact lighting solutions offer the ultimate level of performance especially when inspecting complex components like electrical…
In the automotive industry, automated tyre inspection ensures compliance with safety standards and prevents defects. Enabling accurate and fast defect detection, this vision system inspects hundreds of tyres per hour to…
To boost productivity and efficiency, a robot-guided vision system is used for verifying mounting elements, delivering speed and accuracy beyond human capability. This is achieved by equipping a collaborative robot…
This pharmaceutical pill inspection application uses the Black & Light (Bn'L) illumination as part of the vision system to enhance the manufacturing process. The dual-feature inspection ensures comprehensive quality assurance…
Food manufacturers are responsible for ensuring that the best before or use-by date labels are correctly applied to every single product. Use-by dates are used to ensure the safety of…
Previous Next Similar to how many products in the food and beverages industry are packed, in this application, the freshly baked cookies are transported to the next stage on a…
A key stage of the car assembly process, the verification of component presence/positioning and quality control is carried out using a camera-based vision system. The addition of powerful diffuse bar…
Plastic caps for beverage bottles must be inspected for injection molding defects inside before use. A smart camera and a dome light with hole aperture adaptors are installed above the…
A crucial stage of the tool inspection process, looking for signs of contaminationAnother stage of inspection using bar lighting to maintain a high specificationThe high-brightness lighting helps with the inspection…
Previous Next In the course of key manufacturing, pre-made blanks require separation, followed by a robot-assisted pickup ensuring their accurate placement for the next step of the process. Within this…
Prior to scanning parcels in intralogistics, it is important to check that barcodes have been applied correctly and are facing the right way for processing. This system inspects the bottom…
Founded in 1979, Labman Automation (United Kingdom, https://www.labmanautomation.com) produces world-leading customer laboratory automation and products. Labman contacted TPL Vision for assistance as they needed a high brightness illumination for their…
Acrovision (United Kingdom, https://acrovision.co.uk) has successfully implemented a Deep Learning inspection system to enhance inspection performance at Toyota Motor Manufacturing UK LTD. Using various TPL Vision illuminations, the automated system…
Using TPL Vision's powerful long bar lights, Spectrum Technology (Sweden, https://spectrum.dev/) have upgraded a vision-guided robot system to achieve increased accuracy. The application in the automotive industry includes a robot picking…
Previous Next TPL Vision’s illuminations are used in vehicle inspection systems designed by the CAR Consulting Group (https://carconsulting.com, https://www.carpodx.com/). The carpodX inspection system can examine the entire exterior of a…
ProSpection Solutions (https://prospectionsolutions.com) are a manufacturer of inspection systems for the food industry based in the US. Their high-speed Foreign Material Detection and Removal System designed specifically for washdown environments…
TPL Vision has worked with MV Center (Poland, https://www.mv-center.com) on a line scan application dedicated to inspecting TV components for one of the largest manufacturers in Poland.MV Center provides the design, construction,…
Previous Next Large logistics centres use 1D and 2D codes to identify cardboard packaging, whereby high contrast is essential for reliable code reading.Codes require even illumination at all times, regardless…
Previous Next Product traceability systems are an essential part of the food and beverage manufacturing sector. The presence of best before dates on PET bottles must be consistently checked to…