
-

Essential ELINE Collimated
- Modular line scan light
- Sizes up to 2500mm
- Passive Cooling
-

Zoom Z-SPOT
- High-power spot light
- Variable zoom lens
- M30 Housing with IP67 rating
-

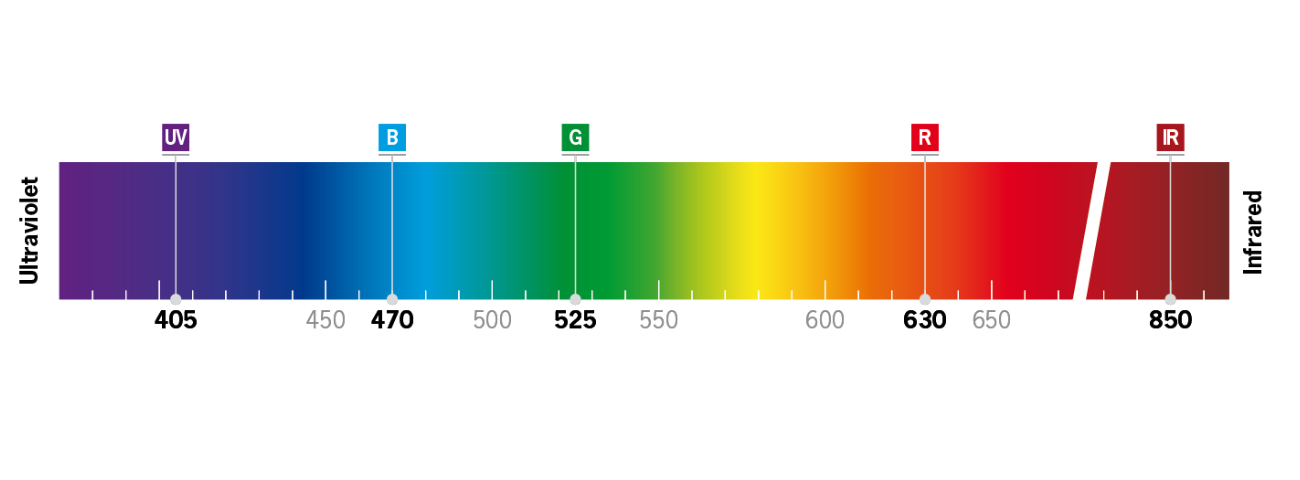
Essential EBAR+ UV 405
- Powerful UV405 bar light
- Lens options for different FoV
- Sizes up to 1250mm
-

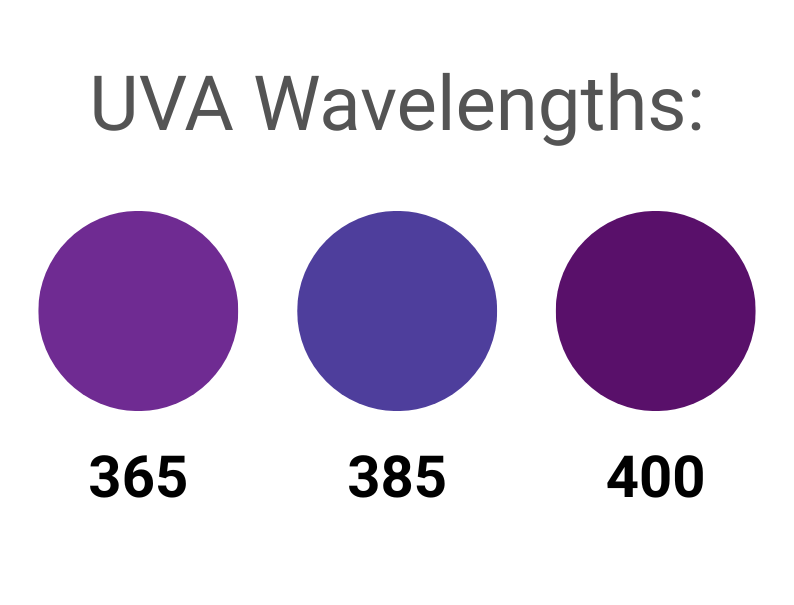
Fluorescence Imaging Solution
- Intense Fluorescence dome light
- Multi-UV + White
- Integrated BP filter