Enhancing Machine Vision with Polarisers
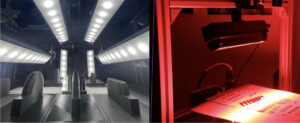
What is Polarisation? Polarisation is a lighting method we often hear about in machine vision applications. To understand polarisation, we must first consider light. Light is a type of wave, and when this moves it vibrates in many directions. When you add a polarising filter, this will block all but one wave by using aligned molecules that absorb unwanted vibrations.