

-

MR-Dark Field (DKF)
- Dark field light
- OverDrive, sectors, bicolour
- 80mm and 130mm IntØ
-

Modular M-TBAR
- Tiny bar light
- Angle Changers flexibility
- 64mm long
-

MR-Low Angle
- Powerful 45° low angle light
- OverDrive, sectors, bicolour
- 80mm and 130mm IntØ
-

Collimated Medium CMBACK+
- Large area semi-collimated backlight
- OverDrive option available
- Sizes from 0.04m² to 0.16m²
-

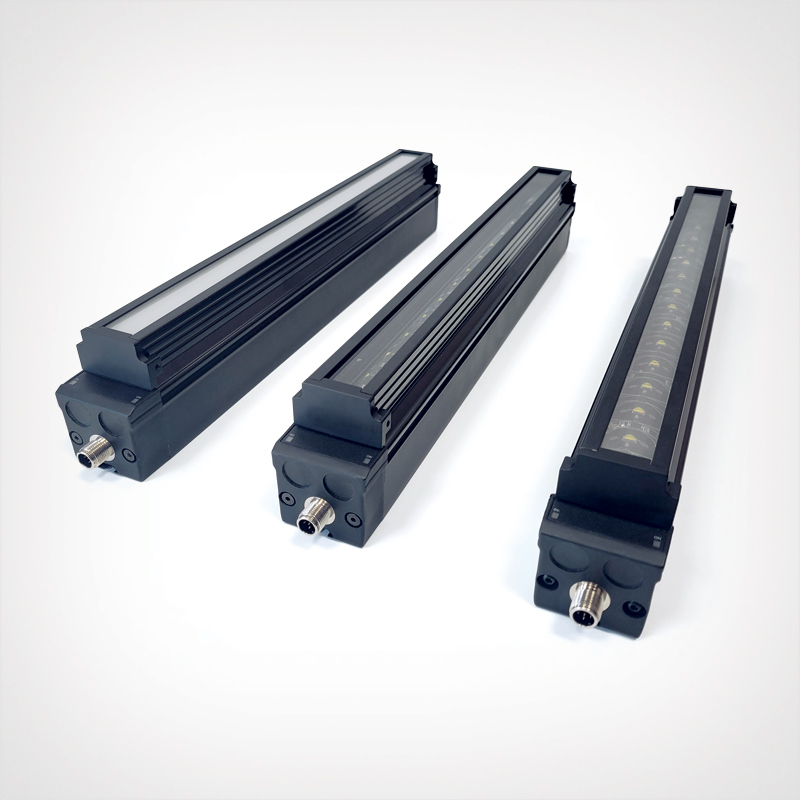
Modular M-EBAR
- Modular bar light
- Angle Changers flexibility
- Sizes up to 500mm
-

Medium MBACK+ OverDrive
- OverDrive strobe backlight
- Dimming via potentiometer
- Sizes from 0.04m² to 0.81m²