Inspecting shiny and reflective surfaces in machine vision is challenging due to glare and uncontrolled reflections. When setting up an application to inspect shiny surfaces, features or components, you must be very careful with the type of lights you use and the position of your lighting relative to your camera.
3 Machine Vision Lighting Setups for Shiny and Reflective Surfaces
LOW ANGLE OF INCIDENCE (Camera + Light on the same axis)
DOME Lighting with the EBAR
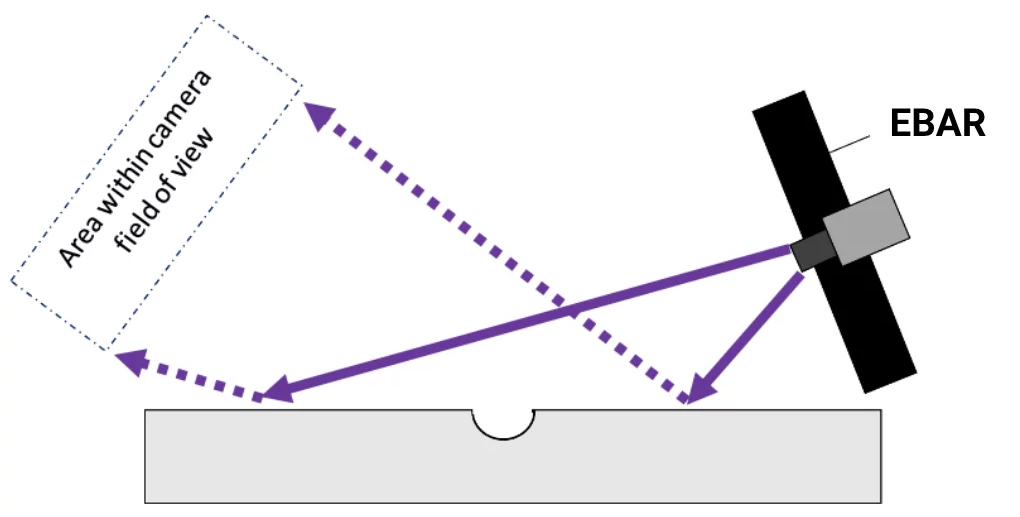
DARKFIELD Lighting with the EBAR
Lighting Setup
What it Does
Best For
Key Advantage
Limitations
LOW ANGLE of Incidence
Illuminates at a shallow angle relative to the surface
Surface defects, scratches, texture variations
Enhances surface detail and height differences
Can exaggerate glare on reflective parts
DOME LIGHTING with EBAR
Provides diffuse, uniform illumination from multiple angles
Mixed-material inspection, shiny vs matte comparison
Reduces reflections and normalises surface appearance
Less effective for highlighting fine surface texture
DARK FIELD LIGHTING with EBAR or MR-Dark Field
Illuminates at extreme angles so only scattered light is captured
Edge detection, fine defects, scratches on reflective surfaces
Makes small defects stand out clearly against a dark background
Limited overall surface information
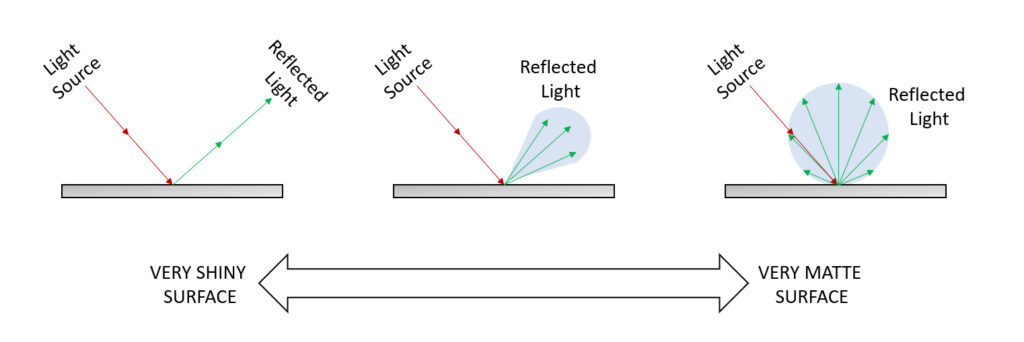
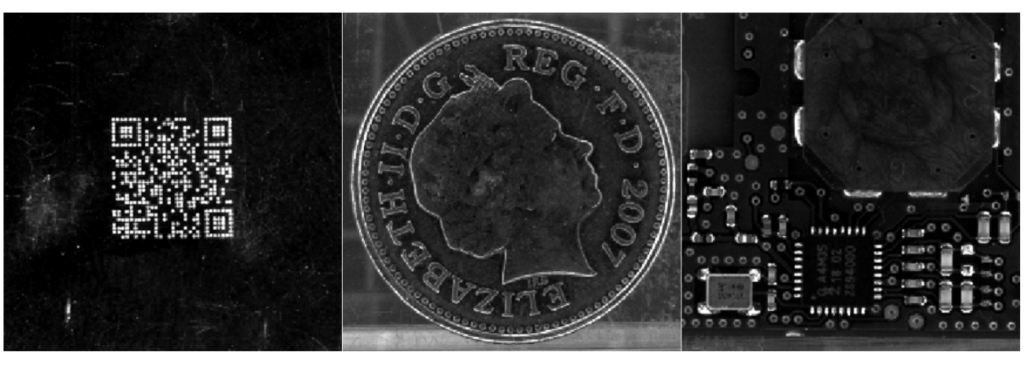
Effect of Surface Reflectivity Under Dome Illumination
The graph shows how the light is reflected depending on the surface. You can see this demonstrated in the 3 images, which show the difference when using a flat dome to illuminate a field of view with different materials.
Each image has the same camera lens, working distance and illumination. The image on the left is a shiny plastic, the middle image is a mildly shiny conveyor belt material with a ruler on it and the image on the right is paper, which is a highly matte in appearance.
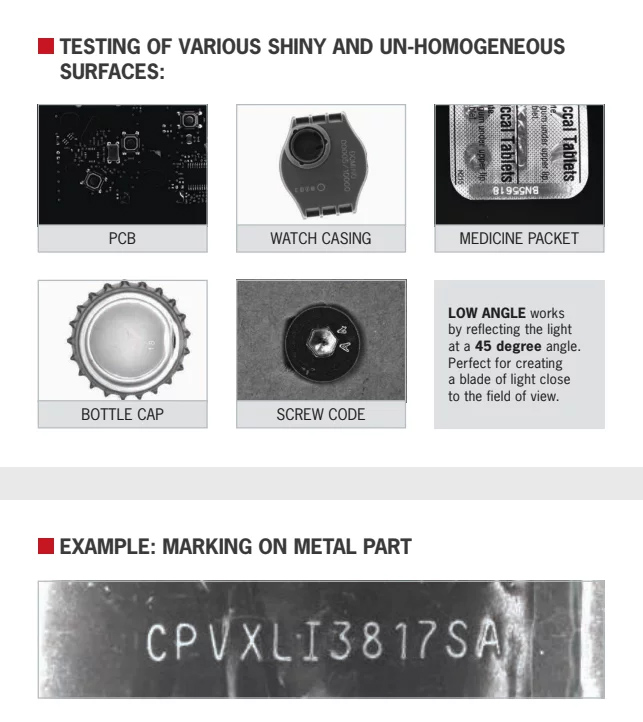
Using Low Angle Illumination to Reveal Surface Features
One of the most useful and easy ways to integrate methods for illuminating a shiny part from a distance is to have the camera and the light in almost the same optical axis and positionthem at an angle to the part that needs to be illuminated. By doing this, only the light that strikes the feature you want to see will be visible in the camera.
To achieve consistent and repeatable results when applying low angle illumination, it is important to use lighting specifically designed for this purpose. While basic setups can be created by positioning standard lights at shallow angles, dedicated low angle illumination solutions provide far greater control, uniformity and ease of integration.
The TPL Vision MR Low Angle Light is designed specifically for low angle inspection of reflective surfaces. By delivering controlled illumination at a very shallow angle relative to the surface, it enhances the visibility of scratches, dents and surface defects that would otherwise be invisible under direct or diffuse lighting.
This type of lighting is particularly effective for:
Mirror-like metal parts
Polished or coated surfaces
Transparent or semi-reflective materials
Using a purpose-built low angle light also simplifies system design, ensuring consistent results without the need for complex alignment or custom mounting solutions. The examples below show different surfaces under inspection using the MR Low Angle to create a thin, uniform sheet of light across the field of view.
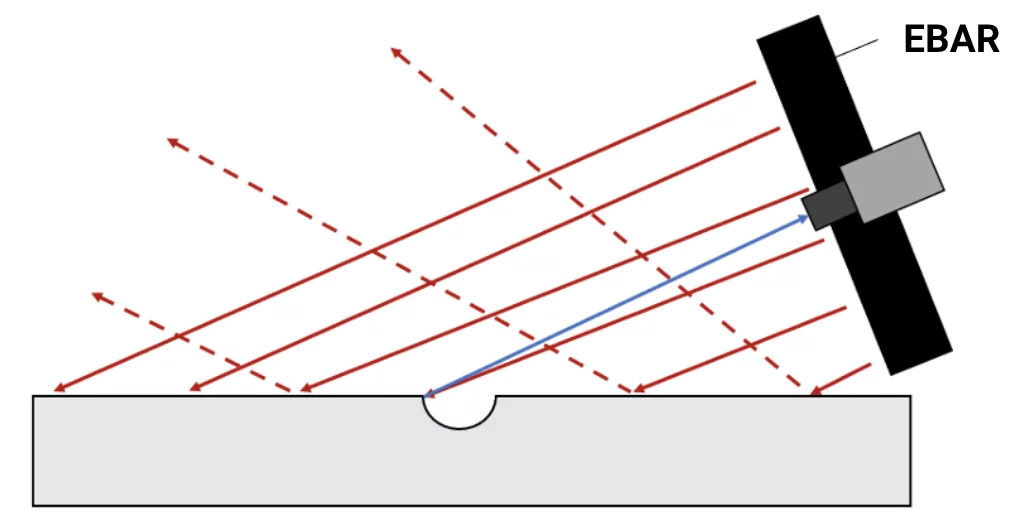
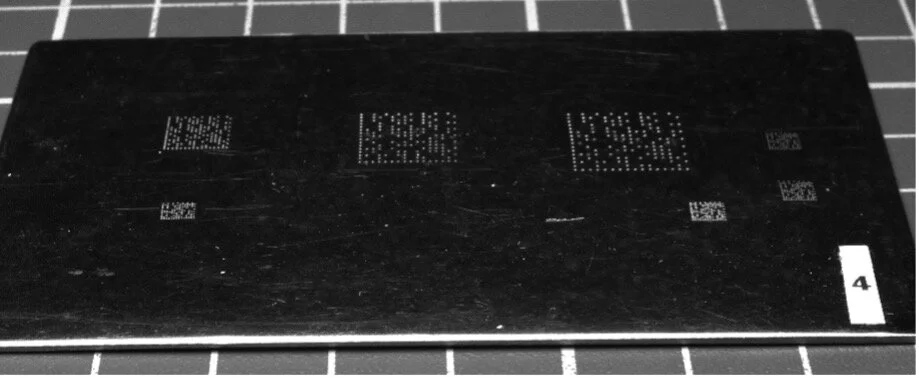
DARKFIELD Inspection of Reflective Surfaces
On the right is an example of this with the EBAR (125mm) + AC-EBAR-M at a close working distance (300mm). As you can see, only the light that is going into any marks on the shiny metal surface comes back to the camera. The part shown is a mirror.
When using this method, it is critical to consider what is in the background when illuminating shiny parts. The camera will look through this part as if it is a mirror, the integrator must ensure that the mirrored view is safe from any obstructions, such as an operator with a high visibility vest. This means it would be best to have a shrouded system or ensure there is a black, light absorbing surface in the reflected FoV, as shown below.
In addition to EBAR-based setups, other dark field lighting techniques can be achieved using TPL Vision’s MR-Dark Field solution. This accessory integrates with the Modular Ring Light to direct illumination towards the subject at a shallow angle.
Dark field lighting creates strong contrast, causing surface features to appear bright against a dark background. This makes it particularly effective for highlighting surface irregularities, defects, and fine details that would otherwise be difficult to detect.